THK滑块 SHS25CM 世界标准型滑块
THK滑块 SHS25CM 世界标准型滑块
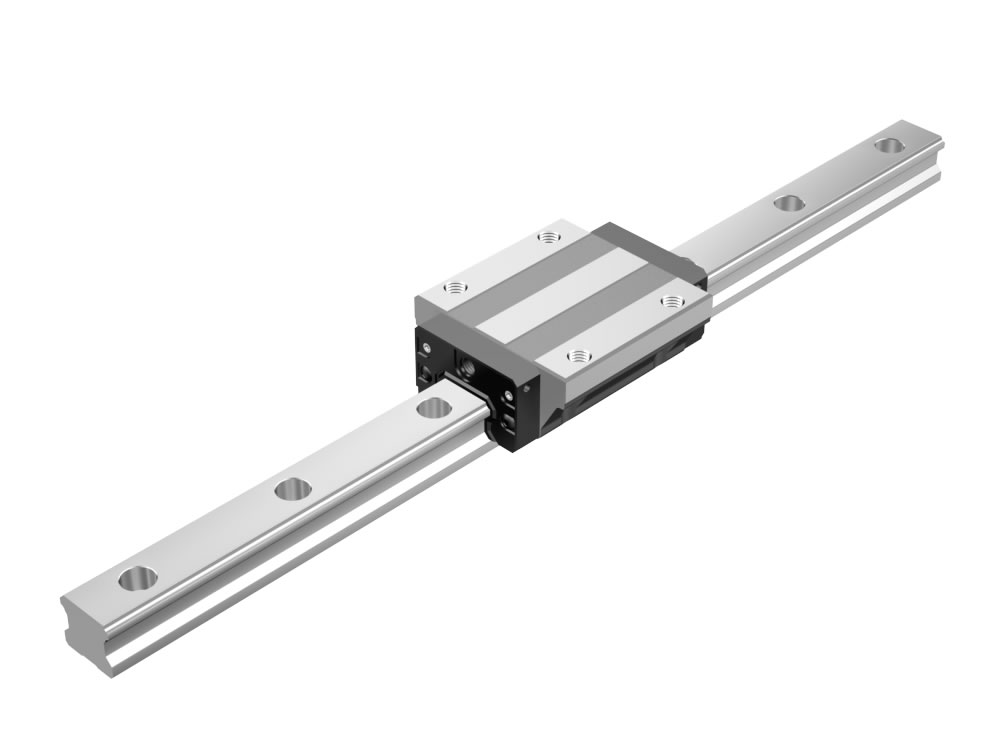
THK滑块 SHS25CM 世界标准型滑块各球列按45°接触角配置,因此此型号的THK滑块可在任何姿势下使用。
THK滑块 SHS25CM 的法兰部实施了螺纹加工。可以从上下任选一方向安装。THK滑块 SHS65C 可用于工作台上无法钻安装螺栓用通孔的情况
THK滑块 SHS25CM 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
详细数据
|

THK滑块 SHS25CM 世界标准型滑块
THK滑块 SHS25CM 世界标准型滑块各球列按45°接触角配置,因此此型号的THK滑块可在任何姿势下使用。
THK滑块 SHS25CM 的法兰部实施了螺纹加工。可以从上下任选一方向安装。THK滑块 SHS65C 可用于工作台上无法钻安装螺栓用通孔的情况
THK滑块 SHS25CM 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
详细数据
|
THK直线导轨SHS-N型的使用注意事项
THK丝杠 SDA1520VZ-4TTG0+800LC5-SEMI 高速紧凑型精密滚珠丝杠

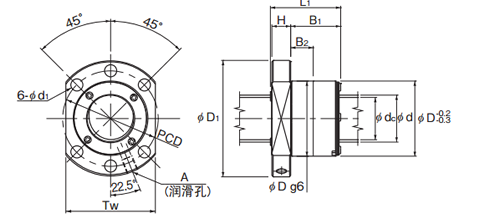
此种THK滚珠丝杠采用了新开发的循环部件,获得了理想的钢球循环构造。(最高DN值16万)螺母尺寸符合DIN标准(DIN69051)。此外,通过使用新开发的薄膜密封垫片,缩小了螺母长度,从而实现紧凑型设计。
THK滚珠丝杠 SDA1520VZ-4TTG0+800LC5-SEMI 产品详情
| 轴径 | 15 | 导程 (mm) | 20 |
|---|---|---|---|
| 丝杠条数 | 螺纹旋向 | ||
| 螺母种类(1) | SDA | 螺母类别(1) | V |
| 公称圈数(1) | 4 | 螺母个数(1) | 1 |
| 密封垫片种类(1) | TT: 薄膜密封垫片 | 间隙(1) | G0:0mm以下(精密) |
| 螺母材质 | 全长 (mm) | 800 | |
| 标准标记 | SEMI: Semi-Custom轴端形状 | 末端形状(长) | |
| 末端形状(短) | 推荐形状方向 | ||
| 螺纹部全长 (mm) | 700 | 精度标记 | C5 |
| 轴材质 | 轴加工分类 | ||
| 最小末端加工直径 | 表面处理螺母 | ||
| 表面处理轴 | 仅滚珠为SUS | ||
| 润滑相关特殊项 | Multemp PS-2(锂基类) | 全钢球规格(1) | Z |
| 螺母外径尺寸 |
THK直线导轨SHS-N型的使用寿命
THK直线导轨SHS-N型即使在相同条件下制造且处于相同的运行条件下,其使用寿命也会略有差异。因此,作为参考,请考虑以下定义中的使用条件来计算额定寿命并使用。
THK直线导轨SHS-N型的额定寿命
指一批相同的THK直线导轨在相同条件下分别运行时,其中的90%不产生表面剥落(金属表面的鳞片状剥落)所能达到的总运行距离。
※THK导轨的基本额定动载荷(C)
指一批相同的THK直线导轨在相同条件下分别运行时,使额定寿命(L10m)达到50km的方向和大小均不变的载荷。
THK直线导轨SHS-N型的寿命时间
已经求得额定寿命(L10m)后,如果行程长度和往返次数固定不变,则可使用公式计算出寿命时间。
THK导轨 SRS12MUU+845LM 微型直线导轨
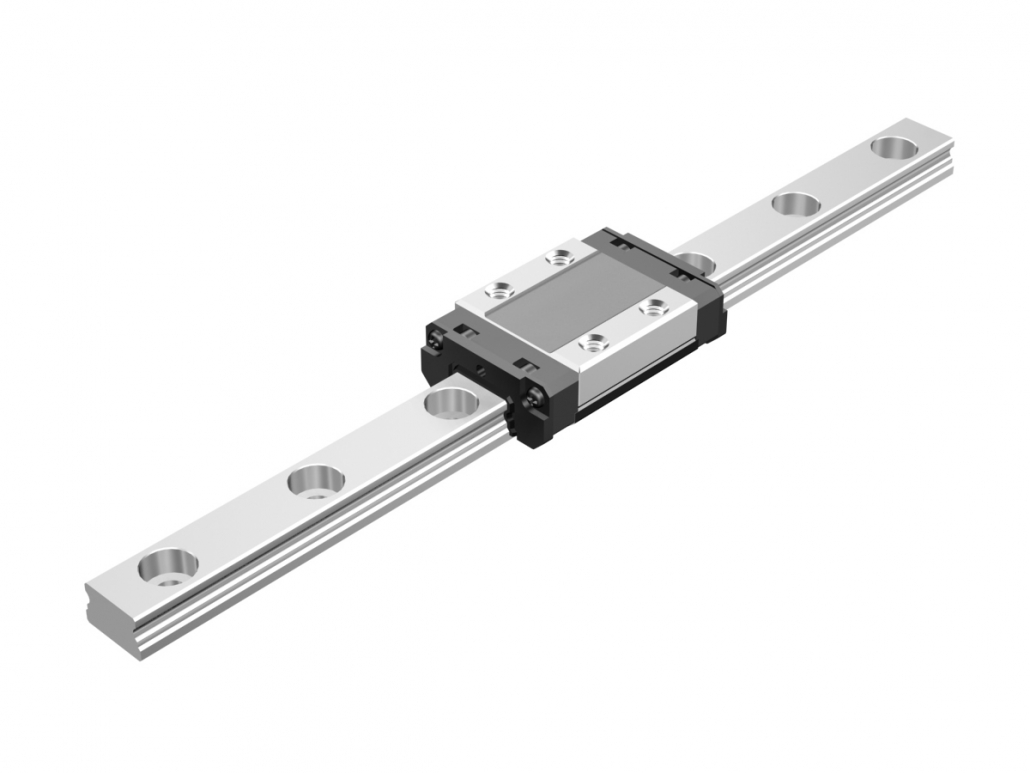
此款THK直线导轨的轨道断面高度较低、是实现了轻量、紧凑结构的THK导轨。

THK直线导轨 SRS12MUU+845LM 产品详情
| 型号 | 12 | 滑块种类 | M: 标准型 |
|---|---|---|---|
| 滑块个数 (个) | 1 | 密封垫片种类 | UU: 末端密封垫片 |
| 间隙 | 滑块轨道材质 | M | |
| 轨道全长 | 845 | 对称尺寸 (mm) | 10 |
| 精度标记 | 滑块表面处理 | ||
| 轨道表面处理 | 润滑相关特殊项 | AFF: 无尘环境用润滑脂(锂基类) | |
| 油嘴 | QZ润滑装置 | ||
| 轴数标记 | 防锈油 |
THK直线导轨 SRS12MUU+845LM 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
详细数据
|
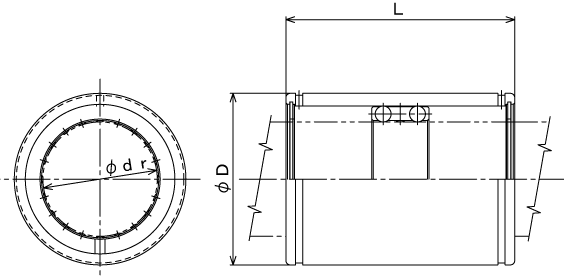
THK衬套 ST6 LM行程衬套

THK行程衬套ST型有标准型和密封垫片型,并分为轻负荷用和中负荷用2种。
THK行程衬套ST型为能得到长行程的轻负荷用型号。
THK行程衬套轴径:Φ 6~Φ 100
THK行程衬套 ST6 产品详细规格
|
||||||||||||||||||||||||||||||||
详细数据
|
关于THK交叉滚柱导轨的常见问题解答(二)
Q. 我们在通过安装孔安装THK交叉滚柱导轨时,对于V1轨道和V2轨道建议使用什么安装螺钉?
A. 对于THK交叉滚柱导轨V1轨道,使用0号圆头螺钉(3类)M1。4; 对于THK交叉滚柱导轨V2轨道,使用圆头凹十子螺钉M2。
Q. 可以用球保持器替换THK交叉滚柱导轨的滚柱保持器吗?
A. 可以替换,因为产品的专用轨道对两种保持器都是通用的。
Q. 什么是THK交叉滚柱导轨?
A. THK交叉滚柱导轨通过采用缩短了滚柱体的间距的R型滚柱保持器这种独特的滚柱保持机制,使滚柱体的有效接触长度增大。通过滚柱保持器和专用的V型轨道的组合设计,其高精度面经过特殊的热处理,THK交叉滚柱导轨是一种高刚性、刚精度、紧凑型的有限直线运动系统。球导轨(VB型)是一种将THK交叉滚柱导轨的滚柱体用钢球替代的产品。
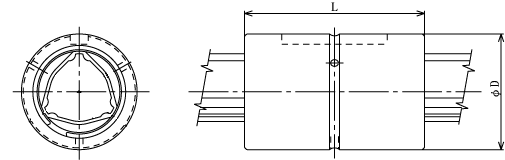
THK花键 LBS6 高扭矩型滚珠花键
THK滚珠花键 LBS6配置6条负荷球列使花键轴的外周按120°等分配置的3条滚动突起部可分别从左右夹入,并通过1个花键轴衬套施加预压使角部无效行程为零,提高刚性的THK滚珠花键。
THK滚珠花键 LBS6外径是直筒形,作传递扭矩时,将键敲入后使用,是最小型的型式。THK滚珠花键 LBS6外径进行了防炭加工。
THK滚珠花键 LBS6 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||
详细数据
|
母旋转式THK滚柱花键的加工方法
服务热线: |
022-88356111 |
QQ咨询 |
