
文章
THK滑块 SHW27CA 宽幅轨道型滑块
THK滑块 SHW27CA 宽幅轨道型滑块
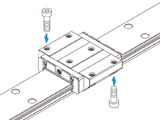
THK滑块 SHW-CA型采用球保持器,可消除THK滑块间滚珠的相互摩擦,实现了此款THK滑块低噪音、好音质、长期免维护和优异的高速性。
此款THK滑块的法兰部实施了螺纹加工。可以从上下任选一方向安装。

THK滑块 SHW27CA 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
详细数据
|
THK直线导轨SHS-N型的润滑注意事项
THK直线导轨SHS-N型的润滑注意事项
- 请仔细擦拭THK直线导轨的防锈油并封入润滑剂后再使用。
- 请避免将不同的润滑剂混合使用在THK直线导轨上。即使增稠剂相同的润滑脂,也可能由于添加剂等的不同,相互之间产生不良影响。
- 如需THK导轨在经常产生振动的场所、无尘室、真空、低温或高温等特殊环境下使用时,请使用适合规格及环境的润滑脂。
- 对无油嘴和油孔的THK直线导轨进行润滑时,请将润滑剂直接涂抹到THK导轨的滚动面,以行程长度为单位进行数次跑合后使润滑脂进入产品内部。
- 润滑脂的稠度会随温度而变化。THK导轨的滑动阻力会随稠度而变化,敬请注意。
- 加脂后润滑脂的搅拌阻力可能造成THK直线导轨的滑动阻力增大。必须进行跑合运转,使润滑脂进行充分跑合后,再进行机械运转。
- THK直线导轨加脂完成后,多余的润滑脂有可能向周围飞溅,请根据需要进行擦拭。
- 润滑脂随着使用时间的增长,性状劣化,润滑性能降低,因此需要根据使用频率进行检查并补充润滑脂。
- 根据THK直线导轨使用条件和使用环境不同,加脂时间间隔不同,请以每运行100km(3~6个月)为基准进行加脂。请根据实际设备,确定THK直线导轨最终的加脂时间间隔和加脂量。
- 安装姿势为水平安装以外的情况时润滑剂可能会有难以输送到THK直线导轨滚动面上的情况。
- 采用油润滑时,有时由于安装方向的原因,润滑油可能无法到达THK直线导轨内部各处。详细情况请提前向我们咨询。
THK导轨 VR6-250×17Z 交叉滚柱导轨
THK导轨 VR6-250×17Z 交叉滚柱导轨

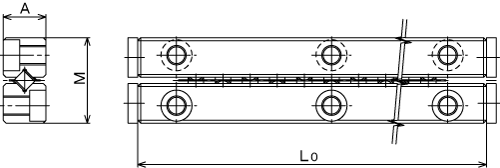
THK交叉滚柱导轨 VR6-250×17Z 采用独特的滚子保持方法来增加THK导轨滚子的有效接触长度、缩短THK导轨滚子节距间隔的滚子保持器R型,高刚性型号。
THK交叉滚柱导轨 VR6-250×17Z 产品详情
| 量规种类 | R: 交叉滚柱导轨 | 型号 | 6 |
|---|---|---|---|
| 轨道全长 (mm) | 250 | 轨道数量 | 4 |
| 轨道全长(2) | 0 | 轨道数量(2) | 0 |
| 轨道全长(3) | 0 | 轨道数量(3) | 0 |
| 其他轨道的数量 | 0 | 量规连接数 | 17 |
| 量规数量 | 2 | 量规连接数(2) | 0 |
| 量规数量 (2) | 0.00 | 其他量规的数量 | 0.00 |
| 精度 | H: 高级 | 材质 | |
| 表面处理 | 特殊追加加工 | ||
| 精度(公差)特殊项 | 基本尺寸变更 | ||
| 其他特殊项 | G尺寸 (mm) | 0 | |
| G’尺寸 (mm) | 0.00 | G尺寸(1) | 0 |
| G’尺寸(1) | 0 |
THK交叉滚柱导轨 VR6-250×17Z 产品详细规格
|
||||||||||||||||||||
详细数据
|
关于THK板式导轨的常见问题解答(一)
关于THK板式导轨的常见问题解答(一)
Q. THK板式导轨的工作温度范围是多少?
A. 通常,THK板式导轨的工作温度范围是: 0 到 80℃ 。
Q. FBW型THK板式导轨需要常润滑吗?
A. THK板式导轨的润滑间隔取决于使用条件,在正常使用情况下,THK板式导轨的运行距离在100km或者6个月补充一次润滑脂,使用0.5至2.0克油脂同一类型(锂皂润滑脂第2号)润滑滚动面。 在这种情况下,定期检查看是否有黑油形成或者润滑脂变质,如果润滑脂变质较早或者产生巨大的磨损, 就需要重新评估润滑周期。
Q. 对于THK板式导轨FBW型,如果滑块移出导轨,钢球会掉落吗?
A. 钢球将不会掉落,然而在不适当的角度强行装上滑块,球会掉落。因此,如果没有必要,请不要将THK导轨和滑块分离。
THK滑块 SHS25CM 世界标准型滑块
THK滑块 SHS25CM 世界标准型滑块
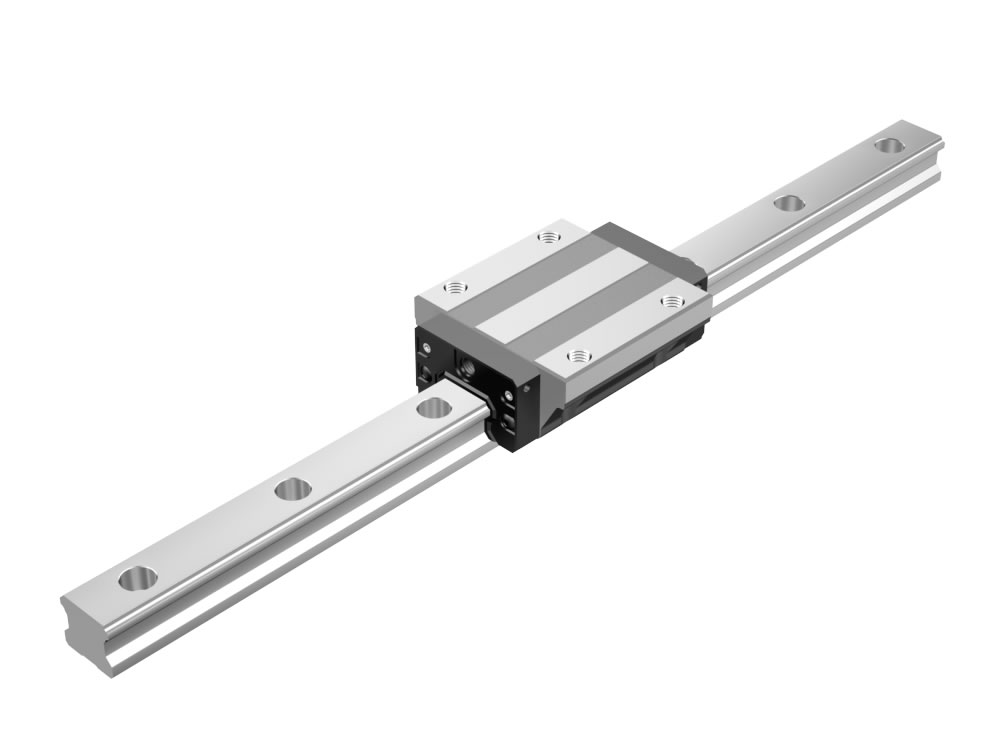
THK滑块 SHS25CM 世界标准型滑块各球列按45°接触角配置,因此此型号的THK滑块可在任何姿势下使用。
THK滑块 SHS25CM 的法兰部实施了螺纹加工。可以从上下任选一方向安装。THK滑块 SHS65C 可用于工作台上无法钻安装螺栓用通孔的情况
THK滑块 SHS25CM 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
详细数据
|
THK直线导轨SHS-N型的使用注意事项
THK直线导轨SHS-N型的使用注意事项
- 请注意防止THK直线导轨混入切屑、冷却液等异物。否则可能会导致THK直线导轨破损。
- 在THK直线导轨内部可能会混入切屑、冷却液、带腐蚀性溶剂、水等的环境下使用时,请使用伸缩护罩或防护罩等避免混入THK直线导轨。
- 请避免在超过80℃的条件下使用THK直线导轨。除耐热规格的THK直线导轨外,如果超过该使用温度,有可能导致THK直线导轨的树脂、橡胶零件发生变形或损伤。
- THK直线导轨附着切屑等异物时,请在清洗后再重新封入润滑剂。
- 微小行程时,THK直线导轨滚动面和钢球的接触面难以形成油膜,可能会造成微振磨损,请使用耐微振磨损性优良的润滑脂。此外,建议定期加入相当于滑块全长的行程进行移动,使滚动面和钢球之间形成油膜。
- 请勿强行将定位部件(销、键等)敲入THK直线导轨中。否则可能造成滚动面的压痕,导致THK直线导轨功能损坏。
- 操作过程中必须将滑块从THK直线导轨上取下时,请使用拆卸/安装夹具进行操作。 (拆卸/安装专用夹具并非标准件,需要使用时请咨询我们。)
- 使用拆卸/安装夹具时,THK直线导轨轨道端面与拆卸/安装夹具端面紧贴,请将THK直线导轨轨道与拆卸/安装夹具平行状态下插入。
- 若THK直线导轨在滑块倾斜的状态下安装,则可能会使异物进入、导致THK直线导轨内部部品的损伤及钢球掉落。
- 在钢球脱落状态下将滑块插入THK直线导轨轨道中使用,有可能造成初期破损。
- 如果钢球从滑块中掉落,请不要继续使用此产品,并与我们联系。
- 因事故等造成THK直线导轨破损时,有可能会导致滑块从THK直线导轨轨道偏离脱落。为安全起见,请采取追加防止机构等对策。
- 安装构件的刚性及精度不足时,轴承载荷局部集中,会造成轴承性能显著降低。同时,关于支撑座及底座的刚性与精度、固定螺栓的强度,请进行充分探讨。
- 滑块从THK直线导轨轨道上拆卸并再次组装时,如使用滑块安装/拆卸夹具会使组装变得更容易。详细情况请向我们咨询。
- 在轻型THK直线导轨轨道上安装C盖、CV盖时,请注意防止其掉落。
- 异物、润滑脂、油等可能会进入轻型THK直线导轨轨道的中空部。
- 安装轻型THK直线导轨轨道时,请注意防止THK直线导轨轨道变形。
THK丝杠 SDA1520VZ-4TTG0+800LC5-SEMI 高速紧凑型精密滚珠丝杠
THK丝杠 SDA1520VZ-4TTG0+800LC5-SEMI 高速紧凑型精密滚珠丝杠

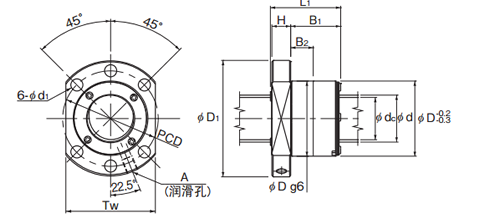
此种THK滚珠丝杠采用了新开发的循环部件,获得了理想的钢球循环构造。(最高DN值16万)螺母尺寸符合DIN标准(DIN69051)。此外,通过使用新开发的薄膜密封垫片,缩小了螺母长度,从而实现紧凑型设计。
THK滚珠丝杠 SDA1520VZ-4TTG0+800LC5-SEMI 产品详情
| 轴径 | 15 | 导程 (mm) | 20 |
|---|---|---|---|
| 丝杠条数 | 螺纹旋向 | ||
| 螺母种类(1) | SDA | 螺母类别(1) | V |
| 公称圈数(1) | 4 | 螺母个数(1) | 1 |
| 密封垫片种类(1) | TT: 薄膜密封垫片 | 间隙(1) | G0:0mm以下(精密) |
| 螺母材质 | 全长 (mm) | 800 | |
| 标准标记 | SEMI: Semi-Custom轴端形状 | 末端形状(长) | |
| 末端形状(短) | 推荐形状方向 | ||
| 螺纹部全长 (mm) | 700 | 精度标记 | C5 |
| 轴材质 | 轴加工分类 | ||
| 最小末端加工直径 | 表面处理螺母 | ||
| 表面处理轴 | 仅滚珠为SUS | ||
| 润滑相关特殊项 | Multemp PS-2(锂基类) | 全钢球规格(1) | Z |
| 螺母外径尺寸 |
THK直线导轨SHS-N型的使用寿命
THK直线导轨SHS-N型的使用寿命
THK直线导轨SHS-N型即使在相同条件下制造且处于相同的运行条件下,其使用寿命也会略有差异。因此,作为参考,请考虑以下定义中的使用条件来计算额定寿命并使用。
THK直线导轨SHS-N型的额定寿命
指一批相同的THK直线导轨在相同条件下分别运行时,其中的90%不产生表面剥落(金属表面的鳞片状剥落)所能达到的总运行距离。
※THK导轨的基本额定动载荷(C)
指一批相同的THK直线导轨在相同条件下分别运行时,使额定寿命(L10m)达到50km的方向和大小均不变的载荷。
THK直线导轨SHS-N型的寿命时间
已经求得额定寿命(L10m)后,如果行程长度和往返次数固定不变,则可使用公式计算出寿命时间。
THK导轨 SRS12MUU+845LM 微型直线导轨
THK导轨 SRS12MUU+845LM 微型直线导轨
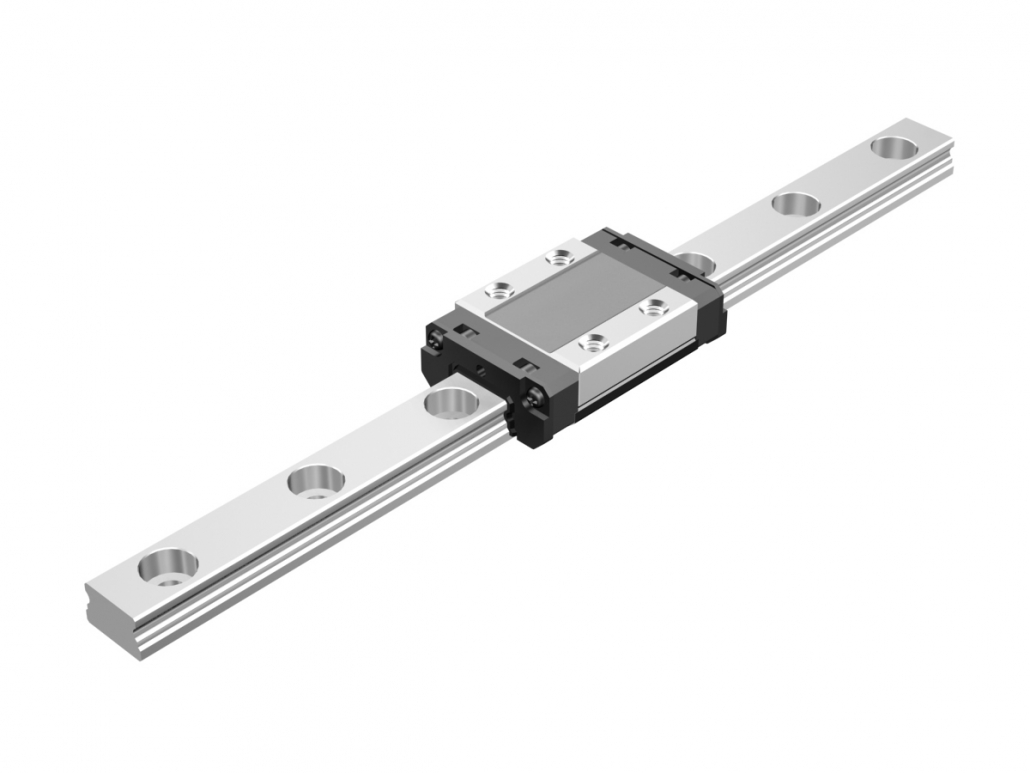
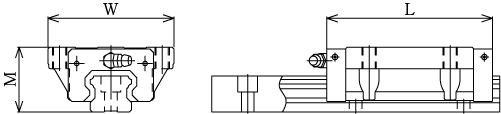
此款THK直线导轨的轨道断面高度较低、是实现了轻量、紧凑结构的THK导轨。

THK直线导轨 SRS12MUU+845LM 产品详情
| 型号 | 12 | 滑块种类 | M: 标准型 |
|---|---|---|---|
| 滑块个数 (个) | 1 | 密封垫片种类 | UU: 末端密封垫片 |
| 间隙 | 滑块轨道材质 | M | |
| 轨道全长 | 845 | 对称尺寸 (mm) | 10 |
| 精度标记 | 滑块表面处理 | ||
| 轨道表面处理 | 润滑相关特殊项 | AFF: 无尘环境用润滑脂(锂基类) | |
| 油嘴 | QZ润滑装置 | ||
| 轴数标记 | 防锈油 |
THK直线导轨 SRS12MUU+845LM 产品详细规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
详细数据
|