日本THK导轨 SHS45C1SS+900L 世界标准型直线导轨
 THK直线导轨 SHS-LC型
THK直线导轨 SHS-LC型THK直线导轨 SHS45C1SS+900L 标准型导轨各球列按45°接触角配置,因此此型号的THK导轨滑块可在任何姿势下使用。
此款THK导轨具有与SHS-C型同一横断面形状、延长了THK滑块全长(L)、增加了额定负荷的类型。
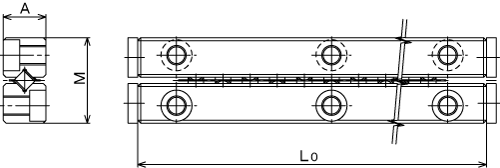
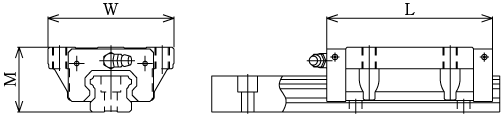 THK导轨 SHS-LC型尺寸图
THK导轨 SHS-LC型尺寸图THK直线导轨 SHS45C1SS+900L 产品详情
| 型号 |
45 |
滑块种类 |
C: 带法兰 |
| 滑块个数 (个) |
1 |
密封垫片种类 |
SS: 末端密封垫片+侧面密封垫片(+内部密封垫片) |
| 间隙 |
|
滑块轨道材质 |
|
| 轨道全长 |
900 |
对称尺寸 (MM) |
|
| 精度标记 |
|
滑块表面处理 |
|
| 轨道表面处理 |
|
润滑相关特殊项 |
AFB-LF: 万能润滑脂(锂基类) |
| 油嘴 |
B-M6F : B型油嘴 |
QZ润滑装置 |
|
THK直线导轨 SHS45C1SS+900L 产品详细规格
| 导轨型号 |
负荷方式 |
滑块安装方向 |
防止滚珠(滚子)脱落用保持器 |
球保持器(滚子保持器) |
| 滚珠 |
4方向等负荷型 |
从上安装,从下装 |
无 |
有 |
| 与LaCS配用 |
可选用紧绷薄钢带/粘接薄钢带 |
防尘罩形式 |
密封垫片阻力值(N) |
各种阻力值的密封垫片 |
| 有 |
薄钢带 |
软式伸缩护罩 |
30.00 |
SS |
| LM轨道安装孔专用防尘盖 |
可配用QZ润滑装置 |
润滑方式 |
润滑脂品牌 |
螺纹接口、配管接头型式 |
| C12 |
有 |
脂润滑, 油润滑, 其它 |
AFA,AFB-LF,AFC,AFE,AFF,AFG,其它,仅防锈油 |
A-PT1/8, B-PT1/8, C-PT1/8, LF-C, LF-D, SF-C, SF-D |
| 预压等级 |
精度等级 |
标准材质规格 |
标准润滑脂 |
标准加脂油嘴 |
| 普通(无符号), 轻预压(C1), 中预压(C0) |
普通级(无符号), 高级(H), 精密级(P), 超精密级(SP), 超超精密级(UP) |
钢铁系列 |
AFB-LF |
B-PT1/8 |
| 标准密封垫片 |
可否变更为对应高温的型号 |
滑块表面处理 |
轨道表面处理 |
带齿条 |
| UU, SS |
不可配用 |
AP-CF, AP-C, AP-HC, 其它 |
AP-CF, AP-C, AP-HC, 其它 |
无 |
| 轨道安装方式 |
导轨制动器 |
最低使用温度 摄氏(°C) |
最低使用温度 华氏(°F) |
最高使用温度 摄氏(°C) |
| 螺栓固定 |
无 |
-15 |
5 |
80 |
| 最高使用温度 华氏(°F) |
长期免维护 |
可拼接轨道 |
| 176 |
支持 |
有 |
|
详细数据
|
编辑:THK总代理
来源:THK官网